 Colombia
Colombia Chile
Chile Costa Rica
Costa Rica Bolivia
Bolivia Ecuador
Ecuador Perú
Perú Honduras
Honduras El Salvador
El Salvador Guatemala
Guatemala Puerto Rico
Puerto Rico Panama
Panama Paraguay
Paraguay Centro América y Caribe
Centro América y CaribeEl calor excesivo es un contaminante severo. Causa estragos en el aceite (química y físicamente) y afecta el desempeño del lubricante al aumentar el desgaste, la corrosión y la fricción. La fricción y el desgaste causan más calor, lo que lleva a la máquina a un ciclo vicioso.
El calor debe controlarse dentro de los límites de operación de la máquina. Esto varía considerablemente entre los tipos de máquinas y las distintas aplicaciones. Los lubricantes también tienen sus propios límites.
Intentar resolver los problemas de calor simplemente agregando un enfriador o agrandándolo solo enmascara el síntoma y retrasa la solución. El calor anormal es una llamada de auxilio que requiere atención y solución.
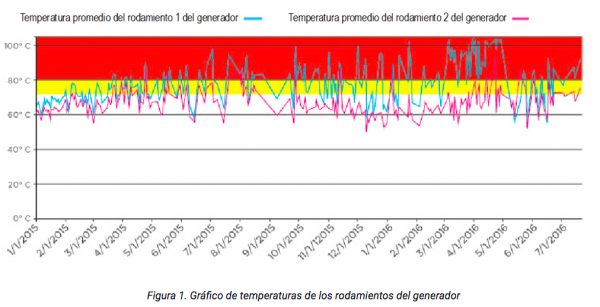
Las temperaturas críticas en la mayoría de las máquinas de alta velocidad y de alto valor se monitorean en tiempo real, a menudo en múltiples puntos, como los rodamientos radiales y de empuje (típicamente por pares térmicos integrados). Un ejemplo común de monitoreo de la temperatura de los rodamientos se muestra en la Figura 1.
Aquí, se observó una excursión de temperatura antes que cualquier otro síntoma. El rodamiento N° 1 experimentó una falta de lubricación debido a condiciones de bloqueo por espesante seco en el alojamiento. El anillo del deflector falló debido a la presión del espesante seco, lo que condujo a una lubricación deficiente de los rodamientos y se disparó la temperatura. ¿Qué se observó en la inspección? La grasa estaba entrando en el rodamiento por un lubricador automático. Sin embargo, por el puerto de purga del rodamiento solo salía aceite, llenando la bandeja de goteo. El espesante estaba atascando el rodamiento y el aceite estaba siendo presionado a través del espesante como un filtro prensa. La temperatura del rodamiento aumentó de 65 ºC a más de 100 ºC, cuando se disparó.
El problema del bloqueo se resolvió cambiando a una grasa más suave y aumentando la tasa de entrega de grasa. Si un inspector hubiera supervisado más de cerca la lubricación de los rodamientos, es decir, si hubiera observado que por el puerto de purga solo salía aceite (no grasa), podría haberse evitado esta situación.
El monitoreo de temperatura es un principio fundamental del monitoreo de condición y una de las primeras formas basadas en instrumentos. Es casi imposible tener un problema de lubricación grave o avanzado y/o falla de los componentes de la máquina sin que el calor esté involucrado como una causa raíz o síntoma.
A menudo se dice que cuando un rodamiento se está calentando, los sospechosos (causas) habituales son el desalineamiento y la lubricación deficiente. Del mismo modo, el primer síntoma (y el más notable) de un problema de desalineación y deficiencia de lubricación es el calor excesivo.
Ya sea que esté usando una pistola de medición de temperatura, una cámara infrarroja o un detector de temperatura tipo resistencia/par térmico (RTD, por sus siglas en inglés) para controlar el calor en tiempo real, debe tener un plan de juego. En el caso de los lubricantes, tiene mucho sentido emplear tablas térmicas de lubricación (TTL) o algo similar.
Debe haber un rango de trabajo normal (verde), zonas de precaución (amarillo y ámbar) y rojo (caliente y frío) para problemas que amenazan la vida del componente (falla catastrófica).
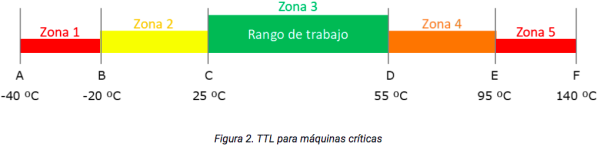
Desarrolle una tabla térmica de lubricación (TTL) para equipos críticos, especialmente para los malos actores (como la que se muestra en la Figura 2). Defina los puntos (A-F) para una ubicación específica en la máquina a monitorear (por ejemplo, una línea de suministro).
El rango de trabajo normal (zona 3) está marcado por los puntos de temperatura C y D. Las excursiones de temperatura por debajo del punto C están controladas por un calentador y alarmas. Las excursiones de temperatura por encima del punto D están controladas por un refrigerador y alarmas.
La operación sostenida en las zonas 2 o 4 reduce la vida útil de la máquina y/o lubricante. Por ejemplo, operar en la zona 2 puede retrasar el flujo de lubricante a los cojinetes, aumentar el consumo de energía y aumentar la tendencia a la formación de espuma. La operación en la zona 4 puede acelerar la oxidación del aceite, reducir la resistencia de la película y aumentar el desgaste asociado con las partículas.
Operar en las zonas 1 o 5 amenazará la confiabilidad de la máquina. Los puntos de temperatura A y F son extremos de muerte súbita. La zona 1 es típicamente una condición parcial de escasez de lubricante, mientras que la zona 5 está asociada con riesgos de incendio, degradación térmica y oxidativa del aceite, agotamiento de aditivos, volatilización y condiciones de alta fricción/desgaste.
El uso de lubricantes de alto índice de viscosidad (IV) puede disminuir los puntos de temperatura A hasta C. El uso de lubricantes sintéticos de alto IV y formulación Prémium ayuda a aumentar los puntos de temperatura D y F.
Rodamientos de motor funcionando en caliente
Un aumento de 10 ºC en la temperatura de un motor eléctrico reducirá la vida útil del motor a la mitad. Los cojinetes del motor generalmente deben funcionar a menos de 70 ºC). A menudo, los rodamientos del motor funcionando en caliente están asociados con un sobreengrase. Entre las condiciones que podrían observarse están las siguientes:
- La grasa fuga hacia el estator y los devanados del rotor.
- La grasa en los devanados crea una barrera térmica para el aire de enfriamiento. Esto aumenta la temperatura del motor.
- La suciedad y tierra se adhieren a la grasa que ingresa a los devanados, causando problemas de temperatura.
- El exceso de grasa en el núcleo del rodamiento produce agitación, calor, falla de grasa y falla del rodamiento.
- La alta temperatura del rodamiento puede provocar que la pista interior se deslice sobre el eje, seguido de una desalineación. Esta desalineación hace que el devanado del estator y el rotor hagan contacto y causen un corto circuito.
Inspección de temperatura de rodamientos
Para estimar la temperatura del núcleo del elemento rodante, sume de 8 a 12 ºC a la temperatura de la carcasa del rodamiento usando una pistola de medición de calor.
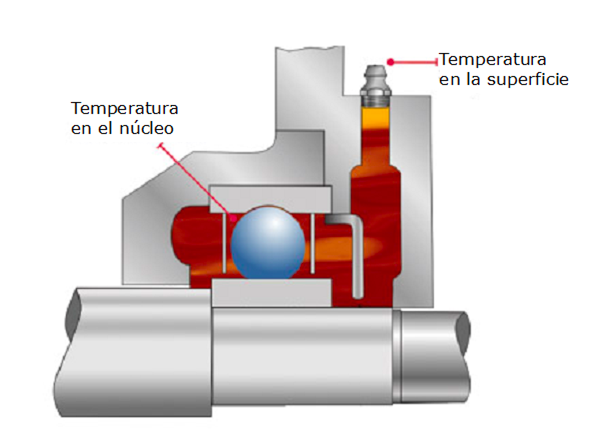
Figura 3. Medición de temperatura en un rodamiento
Sin embargo, esta temperatura interna del rodamiento puede ser de 17 a 28 ºC más caliente, según influyan las condiciones de enfriamiento ambiental, la circulación del lubricante, la metalurgia, la configuración del rodamiento y los factores de generación de calor (como el batido de grasa o alta fricción mecánica).
Para los rodamientos que funcionan a temperaturas superiores a 70 ºC, reduzca la vida útil del rodamiento en un actor de 1.5 (es decir, divida entre 1.5) por cada incremento de 10 ºC por encima de 70 grados C.
En rodamientos lubricados por circulación de aceite, no debe haber una diferencia de más de 28 ºC entre la temperatura del aceite a la entrada y salida del rodamiento.
Noria Corporation. Traducido por Roberto Trujillo Corona, Noria Latín América.